New Gear
Equipment
Sawmilling
Cowardly Spruce?
You’re drying black spruce, and your drying time keeps getting longer. At the same time, the planer mill is complaining about wets and over-dried lumber. You have checked your kiln, but all the fans are working, your airflow check is normal, your heating system is under control (no steam traps blocked), your venting system and the temperature sensors are well calibrated. So what’s going wrong?
November 29, 2011 By Cheryl Quinn
 You’re drying black spruce
You’re drying black sprucePerhaps your mill is experiencing “yellow spruce”. If you have not heard of yellow spruce, you are not alone. You will not find it mentioned in any textbooks on tree physiology or identification. Despite that, anyone who has experienced yellow spruce in their lumber mix will attest that it is distinctly different from “normal” black spruce. The following information may help explain how it is different, and how it can be handled to minimize problems during drying.
Wet Causes
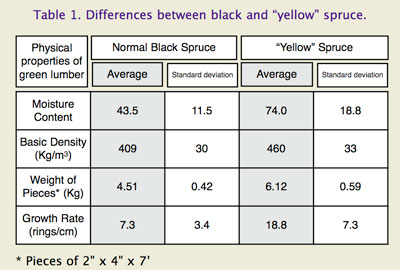
“Yellow spruce” got its name from a yellowish hue that is visible on freshly sawn, green lumber. It is caused by a wet wood area. Measurements of physical properties conducted at the Forintek division of FPInnovations have shown that compared to normal black spruce, yellow spruce has:
• A higher initial moisture content (MC).
• A higher basic density.
• A slower growth rate.
The magnitude of the differences in these properties is summarized in Table 1, but it’s all bad news for kiln operators. There is more water to remove from a denser material with more annual rings to cross. To further complicate things, yellow spruce also has more compression wood and spiral grain (causing slope of grain in boards). This could be described as a perfect storm scenario for warp development and in particular twist!
Dr Cornelia Krause and her colleagues from the Consortium de recherche sur la forêt boréale commerciale of Université du Québec à Chicoutimi have spent time in the bush to understand how yellow spruce develops. They have confirmed that yellow spruce is an abnormal portion of black spruce (Picea mariana (Mill.) B.S.P.) that contains wet wood. They found that areas with high groundwater levels (swampy areas) are the best site indicator linked with the occurrence of yellow spruce. This is why many mills experience more yellow spruce when winter logging operations begin. Standing trees can be recognized by their distinctive tree shape, which is characterized by short branches and dense green needles at the tree top, as shown in the picture at the start of this article.
Dr. Krause also investigated the distribution of wet wood within trees. They found wet wood up to the first 16 feet from the ground. Therefore, if you are a stud mill, expect to find higher MC, yellow spruce in the first and second logs. The remaining logs will still have a higher density, but will not have the high MC or wet pockets experienced in the lower portions of the tree.
Sorted Solutions
In collaboration with our colleagues at the Université du Québec, we have evaluated the possibility of sorting yellow spruce trees at the harvesting stage based on site quality characteristics. We found out that even in swampy areas, not all the spruce develops the characteristics of yellow spruce. A normal black spruce tree can be found right next to a yellow spruce tree!
Another Forintek study has shown that yellow spruce can take up to two to three times longer to dry than normal black spruce. These results indicate that if the proportion of yellow spruce, is significant it must be dried separately from normal black spruce. Investigations have been conducted to try to identify the best way to sort yellow spruce at the sawmill green chain. Green bulk density was found to be the best indicator.
Green bulk density is the total green weight of a board divided by its volume. The green weight is a function of the board’s MC and basic (oven-dry) density. Both of these properties will be higher in yellow spruce. On-line scanning systems measuring properties related to green bulk density (such as a weight-based system for example) have been employed successfully by mills in Northern Quebec and Ontario to sort yellow spruce.
If the proportion of yellow spruce is small (i.e. 5 to 20% of your supply) we recommend setting it aside for air-drying. Based on the longer drying time and greater tendency to warp, it is not economically viable to dry “yellow spruce” in your kiln if you have something else to dry.
To minimize twist development we recommend employing the best stacking practices possible. More stickers, to reduce sticker spacing, and proper alignment of stickers and bunks will contribute to flatter lumber. Proper air-drying yard layout will promote uniform drying. A well-managed air-drying process is the key for MSR producers who want to capitalize on the higher strength properties of this material.
Phytosanitary requirements may force you to put the material into a kiln to heat-treat it prior to finishing and putting the KD/HT label on it. In this case we recommend using a high-humidity heat treatment such as Options B or B1 from the Canadian Food Inspection Agencies PI-07 “Technical Heat Treatment Guidelines and Operating Conditions Manual”. This will help avoid any over-drying which aggravate problems associated with warp.
If air drying cannot be performed at your mill, we recommend kiln drying with material piled using a 24-inch sticker spacing, and taking extra care to keep bunks well aligned with stickers. Top restraint should also be considered. There are mechanical and dead weight methods for achieving restraint during drying. Our studies have shown that a force equivalent to about 100 pounds per square foot will reduce degrade in the upper portions of the load.
Forintek has also demonstrated the benefits of using a plasticisation treatment at the end of drying to reduce twist in black spruce. This is achieved in the kiln by increasing the wet-bulb temperature to over 200°F and keeping the dry-bulb temperature as close as possible to the wet-bulb temperature. The high temperature and humidity will help soften the lignin between the wood fibers and thus reduce the stresses caused by shrinkage that in turn produce crook and twist and other forms of warp. This treatment must be performed in a well-sealed kiln with a high-performance humidification system or in a purpose-built chamber.
Forintek offers OASiS, a decision-assist tool, helping mill staff to understand the drying behaviour of yellow spruce. OASiS can also help mill personnel determine the best sorting and drying strategies to cope with this particular material considering your specific log supply and species proportions. As an example, OASiS was used to evaluate the impact of sorting yellow spruce from regular spruce based on green bulk density, as a weight-based sorter or other commercial system would do. This simulation confirmed that these two sorts cannot be dried together. Running OASiS also tells us that, if dried on its own, the yellow spruce would have taken 109 hours to dry. This allows kiln operators to determine the technical and economic feasibility of kiln drying versus air drying this material.
In the past, people have used the presence of yellow spruce in their lumber mix as an excuse for poor drying. We cannot afford to maintain that attitude. Fortunately, we now have tools and options to first of all identify (and sort if required) the problem material and secondly we have ways to deal with it.
Marc Savard and Peter Garrahan are lumber drying specialists with FPInnovations’ Forintek Division, based in Quebec City and Ottawa respectively. They can be reached at marc.savard@qc.forintek.ca and peter.garrahan @qc.forintek.ca.
Print this page