New Gear
Equipment
Sawmilling
Expand Your Horizons
The weak link in drying has historically been the lack of detailed information on the quality of the dried product. In the sawmill and planer mill, boards are processed and handled one at a time and therefore the success of those operations can usually be judged to that same level of detail. For example, when we evaluate lumber size, board-by-board data can be collected and analyzed to evaluate performance of a particular machine centre.
November 29, 2011 By Peter Garrahan
 Manual collection of warp data is time consuming and usually not practical for a mill to consider. The weak link in drying has historically been the lack of detailed information on the quality of the dried product. In the sawmill and planer mill
Manual collection of warp data is time consuming and usually not practical for a mill to consider. The weak link in drying has historically been the lack of detailed information on the quality of the dried product. In the sawmill and planer millDrying is a batch process, and so has not lent itself well to the same type of data collection or analysis. That situation has changed in recent years, but many mills are still not taking full advantage of the information available to them.
Evaluating Drying
When evaluating a manufacturing process, two aspects can be considered – how well the equipment is operating, and what is the final product quality. In drying we can measure the performance of the airflow system or heating system, and make changes to improve the overall uniformity of the drying environment. Earlier this year we presented a two-part article in this publication on how to address many of the issues related to equipment performance (see the digital editions of CWP Jan/Feb and March/April 2008 at www.canadianwoodproducts.ca
for this 10-step article). This is an important first step in optimizing a drying operation as it eliminates many out of control aspects that may be contributing to non-conformance. Often, many of these equipment related issues can over-shadow other influences and make it difficult to optimize the drying process.
Product quality is another key to judging an operation, but unfortunately, information on all aspects of dry lumber quality has been difficult to obtain in the past. New technologies have changed that, and kiln operators now have options to collect more and better data on dry lumber quality.
Kiln operators want lumber to exit the kiln as close as possible to the target MC and with the maximum grade possible. Therefore, the measurement of final MC is one component of dry lumber quality assessment.
A number of defects can potentially develop during the drying process that we collectively refer to as drying degrade. Stress-related drying defects include surface and end-checking as well as changes to the shape of the piece (warp). Warp is by far the most common drying defect causing a board to be down-graded in a softwood dimension mill. As a result, warp assessment is the second component of a program to monitor dry lumber quality in softwood dimension lumber.
Information on dry lumber quality has always been limited by issues of accuracy and/or sample size. The refinement of in-line moisture meters and the advent of automated grading systems have changed this situation considerably.
In-line Meters
In-line moisture meters at the planer mill are by no means new. They have been around for years, but it is still surprising to see how many mills are not taking full advantage of this valuable source of information. If you are still using your moisture meter to simply kick out “wets,” you are missing a good opportunity to evaluate your drying operation.
Many newer in-line meters have the ability to enter charge and package information as material is processed. This allows the operator to collect final MC data on all material processed. These data can be analyzed on a board-by-board, package-by-package, or charge-by-charge basis. This information can often be used to determine if, for example, variations in final MC are due to kiln-related issues or are more a result of differences in the material, such as species or initial MC.
Most kiln operators are used to working with batch data such as average MC and standard deviation. These parameters work well when sampling a small proportion of the load and trying to extrapolate to the entire population. The advantage of an in-line meter is that we no longer need to extrapolate – we already have all the information we need. A histogram of final MC is often more valuable than any statistics.
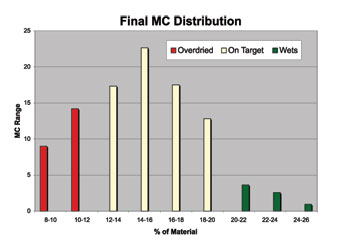
A quick look at figure 1 shows quite clearly the effectiveness of a drying operation in achieving the final MC target. There is a certain percentage of material in the “on target” zone, with the rest distributed between over-dry and under-dry (“wets”). In this case, it is easy to see that the main problem is associated with over-drying, and we can quickly add up the bars to determine that approximately 25% of the material is below the target final MC range. The percentage material above and below pre-defined limits is a much better parameter to work with than standard deviation.
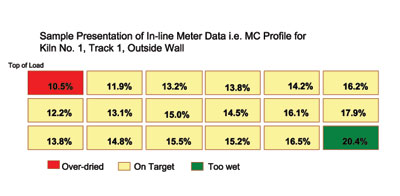
In-line data can also be presented as a “charge reconstruction”. Again, this is a good visual tool to quickly assess kiln performance. Figure 2 shows how data presented this way can be used to identify areas of concern within the kiln.
Warp Assessment
Measuring warp in dry lumber has typically been a subjective process. Although specific measures of acceptable warp are defined within the grading rules, it has never been
practical to actually measure the existing warp in every piece of lumber. Until the advent of automated lumber grading systems that is.
Automated grading systems need to scan, measure, and evaluate many parameters in assigning a final grade to a board. One of those parameters is warp. Tests conducted by FPInnovations’ sawmilling group have shown that the new generation of fully automated grading systems is very accurate in assessing warp. Manual grading was also effective in assessing warp, but with automated systems an actual measurement of warp is obtained and the results can be retained and analyzed.
From a drying standpoint, the availability of comprehensive and good quality warp data is a big step forward. These systems provide measurements of twist, bow, and crook, which again can be analyzed on a board-by-board or group basis. Although these systems may not be set up to report the warp data, it should be a relatively simple matter to extract the information or have modifications made in the software to provide the summaries of warp. Depending on the specific mill set up and material flow, it may even be possible to relate warp data back to specific kiln charges. Let’s consider some of the benefits associated with better information on drying downgrade due to warp.
• Assessing changes to material handling: Charge-by-charge or bundle-by-bundle warp data could be used to determine the impact of changes to things such as sticker spacing or the implementation of strapping the green lumber.
• Assessing changes to drying schedules: The impact of drying schedules on warp development has long been an inadequately answered question. Fortunately we do not downgrade a lot of pieces due to warp. This means, however, that to attain a meaningful analysis of warp, many pieces of lumber must be evaluated. With the availability of warp data on a board-by-board basis, trends in warp incidence due to drying schedule changes should be more readily identified.
• Early warning capability: Since these systems provide real measurements of warp it is possible to follow trends in warp development before they have a significant impact on grade recovery. For example if the average crook value is increasing it could alert mill personnel to search out the cause and correct it (if possible).
• Avoidable versus unavoidable warp: Warp is the result of shrinkage, and shrinkage is an inevitable part of drying. Therefore, kiln and mill operators have to expect a certain amount of downgrade due to warp. More comprehensive data on warp over a long period of time will help mills differentiate between avoidable and unavoidable warp. This leads to the final point.
• Set up target warp levels as part of a quality control program: In the same manner that we advocate setting up target MCs for a drying operation, it should now be possible to target acceptable levels of warp. These could be developed taking into account both the unavoidable warp and the constraints of operating the kilns, such as maximum allowable drying time.
Expanding Horizons
Kiln and mill operators should expand their horizons when it comes to evaluating the performance of the drying operations. It has always been the case that drying is affected by many variables outside of the direct area of the kilns. A good operator is aware of and takes these variables into account.
Now we are in a situation where information collected on the material at other points in the process can be used to our advantage. In this article we have discussed two options. There is also the potential to benefit from information from other sources in the sawmill or planer mill. Green lumber scanning systems, such as dielectric-type meters or weight-based systems can provide information on the variability in the green product that may help the kiln operator make decisions on how to operate the kiln.
The advantage in expanding your horizons is that you will often be able to foresee problems before they become disasters. This will also allow you to make controlled and rational responses to correct the situation, and then monitor their impact.
Peter Garrahan is a lumber drying specialist with FPInnovations, Forintek Division, based in Ottawa, ON, and wrote this article specifically for Canadian Wood Products Magazine. He can be reached at (613) 523-1232, peter.garrahan@ott.forintek.ca
Print this page