Features
Increasing sawmill circular saw blade life
Highlighting benefits of edge prep geometry when applied to the cutting edges of wood-cutting circular sawblade teeth
June 1, 2023 By William R. Shaffer
 Conicity Technologies' circular saw blade edge prep machine. Photo courtesy Conicity.
Conicity Technologies' circular saw blade edge prep machine. Photo courtesy Conicity. Poor performance of saw blades due to premature chipping has been a significant issue in wood processing industries for many years. The weak, chip-prone, up-sharp cutting edge is the root cause of the failure and excessive wear of saw blades because the cutting edges lack sufficient strength.
The goal of applying proper edge prep to the circular saw blade cutting edges is to reduce maintenance and production costs related to tool wear, resharpening, and replacement. In the test of the edge prepped blades, the lapse of time where saws require tip replacement and resharpening could be easily extended by an additional twelve hours. With edge prep applied, under normal industrial conditions, the carbide tipped circular saw blade could efficiently operate twenty-four hours, or two times its normal life, without the need for resharpening instead of eleven hours as it is currently the case in a typical sawmill.
The results also show that saws with edge prep show much better performance in terms of sawing variation of lumber produced. Substantial gains in productivity, process reliability, and sustainability could be achieved by implementing Engineered Micro-Geometry (EMG) in the first transformation of wood and extending it to other fields of wood transformation.
Engineered Micro-Geometry
For many years, maximizing the life of circular saw blades has been a major challenge for the lumber and sawmill industry. The edge prep process EMG developed by Conicity Technologies is used to show the difference in wear rate experienced in sawing variation, with and without edge prep for two specific saw testing time intervals, 4.25 hours and 15 hours. The tests were conducted under industrial production conditions with two sets of circular saws; one set with up-sharp tips (without edge preparation) and a second set with cutting edges honed with EMG (with edge preparation). Chipping and cracking were the dominant wear patterns observed on the tips of the saw blades without edge prep. The wear rate of up-sharp saws was two to three times higher than that of saws with edge prep. Between-board and within-board sawing variations decreased by more than 35 per cent when saws with EMG edge prep were used.
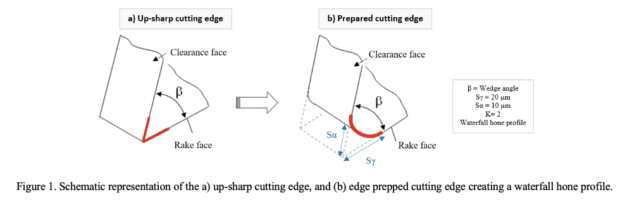
The edge preparation modifies the original up-sharp geometry of the cross-section of the cutting edge as illustrated in Figure 1. The waterfall profile was used on the test circular saw blades because this edge prep has shown to be highly effective in absorbing the shock of interrupted cutting applications.
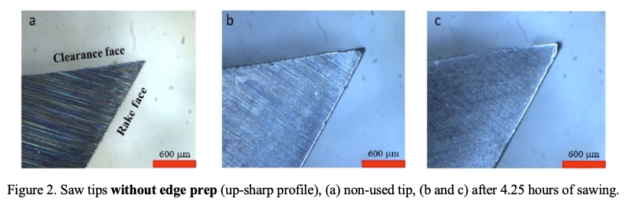
The photos in Fig. 2a, 2b, 2c, show that most of the saw tips without edge prep had small chips at the edges at the 4.25-hour sawing time.
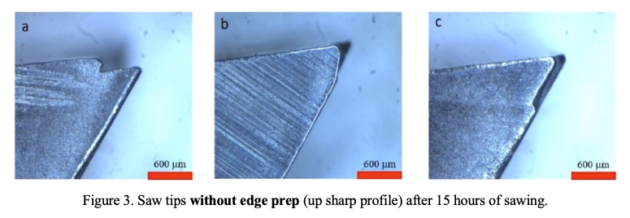
After 15 hours of sawing, the saw tips shown in Fig. 3a, 3b, 3c, without edge prep had large chips at the edges.
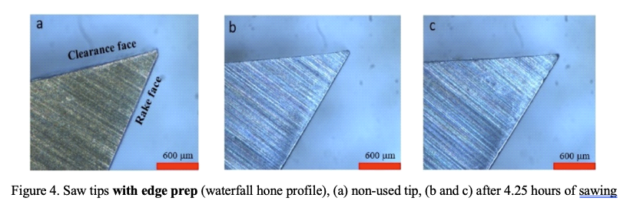
The next set of photos (Figures 4a-c). show the circular saw blades with edge prep applied to a non-used tip (4a), and minimal chipping (4b, 4c.) after the blade was sawing for 4.25 hours.
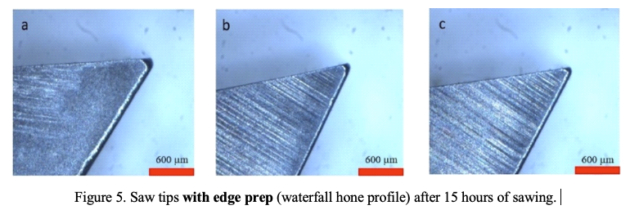
After 15 hours of sawing with edge prepped blades, the saw tips shown in Fig. 5a, 5b, 5c, had minor chipping when compared to the sharp, un-edge prepped tips.
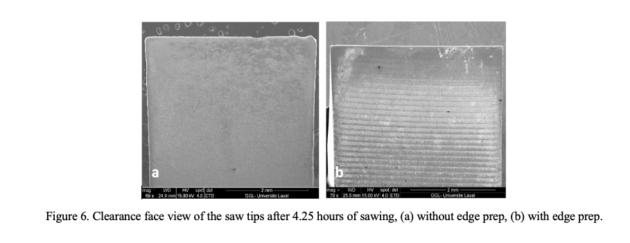
A comparison of Figures 6a and 6b after 4.25 hours of sawing shows that the edge prepped cutting edge on the right has considerably less cutting corner damage than the tip on the left without edge prep.
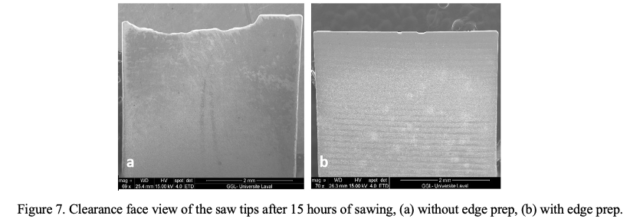
After 15 hours of sawing, Figures 7a. shows the clearance face surface of the cutting edges of without edge prep of the primary cutting edges were no longer straight.
Sawing variation
Saws with edge prep yielded lower sawing variations than saw blades without edge prep. After 4.25 hours of sawing with the edge prep applied, between-board variations were reduced by 36 per cent and within-board sawing variations reduced by 38 per cent respectively.
The edge preparation delays the rounding and breakdown of the primary cutting edges. The reduced wear at the primary cutting edge keeps the blade sharp enough to continue to cut, as opposed to being dull and compressing the wood fibers. The reduction in compression reduces the effects of wood springback, the greatest source of degradation of the board surface finish. Springback is also the root cause of frictional heat developed when sawing wood. The spring back in wood progressively increases as the primary cutting edge of the tip wears, increasing rubbing friction, increasing saw blade temperature while negatively affecting sawing variation and board surface finish. The increased heat also affects the stability of the steel body of the saw blade.
Reduced costs, increased productivity
It has been seen that after the primary cutting edges of the tips are edge prepped, edge chipping, corner wear (edge rounding), and breakage are markedly reduced. The pressure build up is minimized at the cutting tip and the decrease in pressure delays the onset of spring back in the wood.
This reduces frictional heat and provides an increase in cutting efficiency and precision. Benefits include reduced blade changes, longer up time for the sawmill, reduced number of blades for refurbishing, reduction of saw tip replacement due to less damage, more regrinds per blade.
The edge prep process for a 24” diameter saw blade takes less than 60 seconds and does not require altering the refurbishing process at the grind shop at the sawmill. The results presented clearly demonstrate that EMG can allow reducing the green target sizes, thereby helping to lower costs, increase productivity as well as sawmill revenues accordingly.
 William R. Shaffer is the owner and president of Conicity Technologies.
William R. Shaffer is the owner and president of Conicity Technologies.
This article is part of CFI’s 2023 File Week. Find the File Week landing page here.
Print this page