Features
Education
Health and Safety
Sawmilling
Protecting the biomass process from fires and explosions
How to keep from blowing up and burning down your wood processing operation
June 24, 2021 By Jeffrey C. Nichols
 Combustible explosion. Photo courtesy Fagus GreCon.
Combustible explosion. Photo courtesy Fagus GreCon. “You know you are making fuel, right?”
This is a question I often found myself asking as new wood pellet and biomass plants started sprouting up all over the United States and Canada. I didn’t say this to be rude, but to point out potential combustible dust and ignition issues.
For decades, we have been making wood flour in the forest products, wood and secondary wood products sectors, especially in the MDF (Medium Density Fiberboard) and other related industries. Yet there seemed to be little technology transfer, especially when it comes to engineering controls for fire and explosion prevention and protection. Every engineering firm and large equipment manufacturer seemed to think they could build a wood pellet plant. So, naturally, many of the designs are different. Some are built with the proper engineering controls designed in, but others’ fire and explosion protection seemed to be an afterthought. My job is to help prevent these fires and explosions. This is what keeps me up at night.
In my job, I get the opportunity and privilege of making site visits to many of these wood pellet operations, as other various types of combustible dust processes. Often, there is a disconnect from safety theory to actual practice. I go through many variations of safety orientation at these plants and will often see posters that say, “safety first,” all the while walking around on layers of combustible dust!
What if I told you combustible dust could be just as flammable or explosive as gasoline? Or if I told you combustible wood dust bin explosions are just as powerful as grain elevator explosions? Would that change how you view combustible wood or biomass dust?
There are established and reputable conveyor companies who dismiss the idea of building a conveyor that is dust tight. However, if a plant had a combustible gas leak, they would not continue to operate. Instead, they would shut down and fix the leak before starting back up. Or if they had a fuel, gasoline or other flammable liquids spill, they understand that their first responsibility would be to evacuate the area, fix the problem and clean up the mess. Yet, when it comes to combustible dust, we seem to be blind to the potential hazard. Because we work around it every day, a level of complacency tends to develop. So, training and housekeeping is critical to preventing fires, explosions and the catastrophic secondary explosions.
Complacency kills
Another thing that makes me cringe is hearing someone say, “That’s the way we have always done it,” or, “Fires are just part of the process.” This is complacency, lack of education to the hazard, and, really, a lack of respect for the danger of combustible dust. Plants change. Machinery wears over time, products change, specifications change. Change management, constant improvement and training are critical to stay on top of safety.
Combustible dust layers on equipment and machinery, walls, floors, on the rafters, cable trays, conduit and piping are an indication of this complacency and of a potential combustible dust incident. Often after touring plants that have layers of combustible dust on surfaces, I find they have indeed had previous fires or explosions. Understand, if you are having fires and explosions, no matter how minor, they are potential precursors to a bigger event. A deflagration is simply a fast-moving fire. And a combustible dust fire is simply a failed explosion, you just haven’t gotten the recipe right yet!
Any time you move or manipulate a combustible product, you are creating friction and heat as well as combustible dust, and therefore have the potential for fires and explosions.
The Fire Triangle and Explosion Pentagon
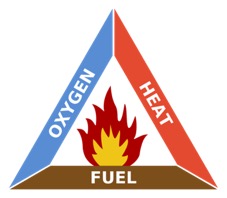
Courtesy Fagus GreCon
There are three main areas of concern for creating fires in the biomass process – dryers, hammer mills, and pelletizers. Conveyors and other moving machinery are also a concern. These processes create friction and heat, which is one leg of the Fire Triangle. The other two are oxygen and fuel. So, you inherently have all the ingredients for a fire in your biomass process.
If your dust is in an enclosure that contains a dust cloud such as a bin or dust collector, you not only have all the ingredients for a fire, you also have the additional ingredients needed for a deflagration: combustible dust in suspension in a confined area or vessel. If you are storing wood dust or pellets in enclosures, and/or you have dust collectors, you have all the ingredients necessary for an explosion.
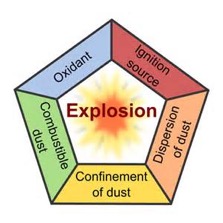
Courtesy Fagus GreCon
Heat, friction and mechanical sparks cause many of these fires and explosions. According to the 2016 National Fire Protection Association (NFPA) report, “Fires in Industrial or Manufacturing Properties”:
- U.S. fire departments responded to an estimated average of 37,000 fires at industrial or manufacturing properties each year, with annual losses from these fires estimated at 18 civilian deaths, 279 civilian injures, and $1 billion in direct property damage.
- Structure fires accounted for 20 per cent of the fires, but 47 per cent of civilian deaths, 82 per cent of civilian injuries, and 69 per cent of direct property damage.
- Heating equipment (14 per cent of total) and shop tools and industrial equipment (also 14 per cent of total) were the leading causes of structure fires in industrial or manufacturing facilities.
- A mechanical failure or malfunction was a factor contributing to the ignition of one in four structure fires (24 per cent) in industrial or manufacturing properties, accounting for 23 per cent of civilian injuries and 21 per cent of direct property damage.
The controlling document for protecting wood biomass and wood pellet plants and processes is NFPA 664 Standard for the Prevention of Fires and Explosions in Wood Processing and Wood Working Facilities (for agricultural-based biomass, see NFPA 61 Standard for the Prevention of Fires and Dust Explosions in Agricultural and Food Processing Facilities). NFPA 664 requires a dust hazard analysis (DHA), to identify and mitigate all potential combustible dust and ignition hazards.
The primary areas of concern for explosions are enclosed vessels such as bins and hoppers, dust collectors and storage silos, and secondarily enclosed conveyers such as bucket elevators. To protect these facilities, use the Hierarchy of Controls.
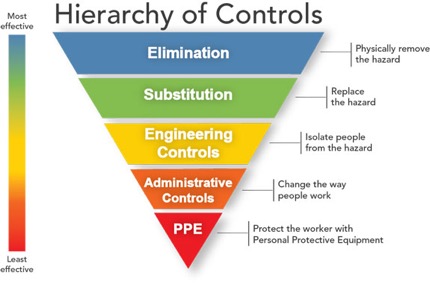
The Hierarchy of Controls
The hierarchy of controls include Administrative, Engineering, and PPE. Administrative controls such as housekeeping, hazard communication and management of change (MOC) are a primary level of prevention. For example, changing from softwoods to hardwoods or adding a dryer to the process necessitates hazard analysis, hazard communication and MOC.
Personal protective equipment (PPE) and gear are the easiest controls to apply. Most of us know that when operating in areas where there are potential fire and explosion hazards, proper PPE must be worn. Safety glasses, hardhat, hearing protection, gloves and steel toed boots are the most common. When working around processes where there is potential for combustible dust fires and explosions, you should also consider adding fire resistant clothing (FRC). While this article focuses on combustible dust, this also applies to processes with flammable gasses, other flammable products, and hybrid mixtures.
Engineering controls
Engineering controls include area classification. Two documents are used for the classification of combustible dusts and hazardous locations: NFPA 499 and NFPA 70, Article 500 of the National Electrical Code (NEC). Also refer to NFPA 77, NFPA 79 Electrical Standard for Industrial Machinery, and NFPA 499.
Class/division hazardous locations are another engineering control facilities should use. Hazardous locations are locations where electrical equipment might present an ignition hazard. Class II Hazards are combustible or conductive dusts that are present (or may be present) in quantities sufficient to produce explosive or ignitable mixtures.
Division refers to the probability of hazardous materials. Division 1 has a high probability of producing an explosive or ignitable mixture due to it being present continuously, intermittently, or periodically from the equipment itself under normal operating conditions. Electrical equipment in these areas must meet the criteria for explosion proof rating. Division 2 has a low probability of producing an explosive or ignitable mixture, and is present only during abnormal conditions for a short period of time – such as a container failure or system breakdown. See NFPA 652 Standard on the Fundamentals of Combustible Dust requirement for a Dust Hazard Analysis (DHA). NFPA 652 requires all such facilities to perform a dust hazard analysis and risk assessment for each process that handles or creates combustible dust.
An engineering principle outlined in NFPA 664 is to isolate, segregate and separate the various hazardous parts of the process from each other. As an example, there is a design of a hammer mill process that uses a plenum between the mill and the dust collector, thus creating a bomb. It is preferable to have a choke in between these two areas, like a screw conveyor or airlock, and to remove the dust collector to a remote location outside the building, thus isolating a potential explosion or deflagration.
Another principle of design found in NFPA 664 is layered protection systems for fire prevention, fire protection, and explosion protection. NFPA 664 Chapter 8 applies to processes and systems such as mechanical conveyors, pneumatic conveyors, classifying, and dust collection systems. Conveyors and ducts with a fire hazard are required to have fire prevention and/or fire protection.
Fire prevention is typically spark detection. Spark detection and extinguishing systems are a primary tool to prevent sparks from propagating into fires by detecting and suppressing sparks or embers in the incipient stage. Spark detection systems are typically applied to mechanical conveyors, pneumatic conveyors and dust collection systems. Fire protection is typical deluge and sprinkler systems. We may also utilize other types of hazard monitoring equipment such as bearing temperature, heat detection, spark, ember, flame, smoke, CO detection, and emissions monitoring, as well as other types of suppression, control and isolation devices. Interlocking machinery, conveyors, fire dumps, and proper sequencing of shutdowns are also critical engineering controls.
Vessels and dust collectors with a deflagration hazard are required to have explosion protection and isolation. Mechanical or chemical isolation of these vessels and dust collectors is also required (see NFPA 68 Standard on Explosion Protection by Deflagration Venting, and NFPA 69 Standard on Explosion Prevention Systems).
Explosion vents have to be engineered based on the explosive characteristics of the dust, thus dust testing is required. Venting needs to vent to a remote area away from buildings, machinery and people. Blast radius areas should be defined. Bins inside the building can be vented outside provided the distance to the exterior wall is short enough. Alternately, indoor explosion vents, also called “flameless venting” can be utilized. These flameless vents use a mechanical or chemical flame barrier to suppress the flame front, but still emit a pressure wave.
Where explosion venting cannot be used, chemical explosion protection and isolation must be used. Explosion protection systems consist of an optical and or pressure sensor, a control panel and chemical canisters strategically located on the vessel and connected ducting.
After implementing the above, you have now created layers of protection based on the hierarchy of engineering controls, best practices, and applicable codes and standards.
So, there you have it. A brief overview of how to protect your wood pellet and biomass operation from fires and explosions. With proper analysis, design, and engineering and administrative controls, training, and housekeeping, you plant can be made safe.
You can reduce the probability of risk, as well as the severity of any consequences, maintaining safety and business continuity as well as a safe environment for employees and stakeholders, and safeguarding your reputation in this industry.
Reference codes and regulations
- The International Fire Code (IFC)
- The International Building Code (IBC)
- Local building codes
- National Fire Protection Association (NFPA), particularly the following codes:
- NFPA 68, Standard on Explosion Protection by Venting
- NFPA 69, Standard on Explosion Prevention Systems
- NFPA 70, National Electrical Code, (particularly the sections on area classifications)
- NFPA 77, Standard on Static Electricity
- NFPA 499, Recommended Practice for the Classification of Combustible Dusts and of Hazardous Locations for Electrical Installations
- NFPA 654, Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing and Handling of Combustible Particulate Solids
- NFPA 652. Standard on the Fundamentals of Combustible Dust
- NFPA 664, Standard for the Prevention of Fire and Explosions in Wood Processing and Woodworking Facilities
Other resources
Insurers such as FM Global have their own requirements. See the following FM Global Property Loss Prevention Data Sheets:
- FM 7-10, Wood Processing and Woodworking Facilities
- FM 7-11, Belt Conveyors
- FM 7-17, Explosion Protection Systems
- FM 7-73, Dust Collectors and Collection Systems
- FM 7-76, Prevention and Mitigation of Combustible Dust Explosions and Fire
- FM 7-78 Industrial Exhaust Systems
- FM 8-27, Storage of Wood Chips
Jeffrey C. Nichols is a managing partner at Industrial Fire Prevention, LLC. Industrial Fire Prevention specializes in helping protect industrial manufacturing processes, pneumatic and mechanical conveying, and dust collection systems from combustible dust fires and explosions. For requests for more information, please contact info@industrialfireprevention.com.
Print this page