Features
Mills
Sawmilling
Saw Filing 101: It’s all about the tooth
January 25, 2021 By Paul Smith
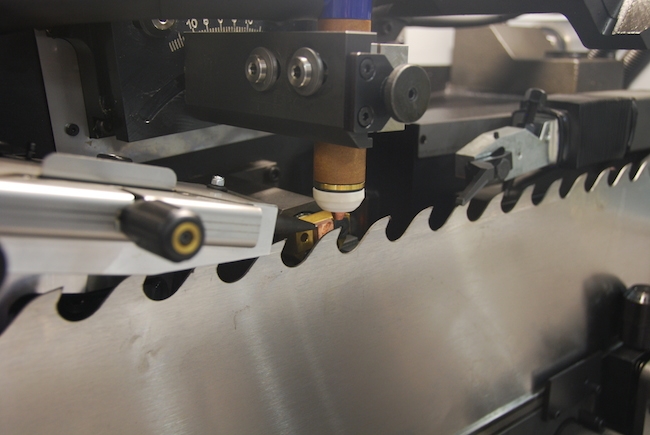 Photo: Annex Business Media
Photo: Annex Business Media To have the best running circle saws, a near perfect tooth is required. And today, a perfect tooth is attainable in every way – perfectly square on the face and top (unless alternate beveled) and perfect side clearance to the thousandths from top to bottom and front to back of the tooth.
For a saw to perform as needed, it is important to know the desired tooth specs for the saw you are grinding. Fortunately, measuring is not like our English language, especially in my “neck of the woods.” Verbally, the “how-to” or even “the specs” needed can be misinterpreted or misunderstood. However, when accurate numerical measurements are used with clear, uniform terminology, everyone can put up a saw with a great tooth. Getting a great tooth is not random; it begins with basic knowledge and following procedures consistently throughout the measuring and grinding process.
The process actually starts with the plate you are tipping. The tipping and grinding process should only start after the saw has been thoroughly cleaned and properly hammered and tensioned. A saw that has not been properly benched will inhibit correct tipping or grinding of the saw tips. When a saw is tipped and finished without the plate being flat and level, the tooth can have incorrect or uneven side clearance.
This is also the case when a shoulder is bent, which really shows up after you finish grinding the tooth. When the side grinder has been set up correctly with the proper side clearance, a bent shoulder or unlevel/bent plate will show the side clearance off. This “misinformation” will have you adjusting for side clearance that will only make the rest of the saw wrong. When checking side clearance, it’s a good practice to also check the kerf. If you’ve set the side grinder before making adjustments, rely on the math. If you add the total side clearance and the plate thickness together and end up with the same measurement as the kerf, you’ll see that your plate or shoulder is bent and that the side grinder doesn’t need adjusting.
Of course, before you lay the first tip you need to determine the kind and size of tooth to be used. This allows it to be laid in the saw as close to possible to achieve the proper height and side clearance after grinding. Remember, if it is not a total re-tip, the tips have to match the remaining teeth in the saw well enough for them to be ground in to the exact same specs as the existing tips. Make sure you grind the new teeth to the same specs of the remaining tips and not to the specs of a new saw. Normally, it proves that the less you have to take off in the grinding process the better the tooth finish. Of course, the tooth has to clean up on all sides and not have a hit-and-miss effect when grinding.
All four sides of the tooth need to be properly measured and ground. To increase yield, many mills have not only gone to thinner plate thickness, they have also decreased their side clearance.
This has been a game-changer and a filing room-changer since there used to be standards to achieve this reduction. Where a suggested tooth bite used to be .032 it is not unheard of now to be as high as .070. It could even be more, but the side clearance has been greatly reduced to satisfy faster feed speeds and create more yield for higher profits.
But with lower side clearance, the radial angle has been compromised. In some cases, it has been decreased to as low as .002 or .003, causing the tooth to dull quickly. In the past, it was suggested radial angle be .005 to .008 (depending on the length of the tooth) and .002 to .004 for the tangential angles. But one thing that has stayed the same is, whatever angles you use, they should be the same for both sides.
There are detriments to lowering the side clearance and the radial angle. With a very small radial angle, the corner of the tooth will wear, which means the corner can no longer do the work by itself. Once the corner wears and rounds off, this will put the tooth cutting on the side more than the corner. This will allow the side of the tooth to push against the plate, making it difficult to saw a straight line, and cause unscheduled saw changes where a set of saws will not be able to run until shift change or scheduled downtime. We suggest that you give as much a radial angle as possible without letting your grinding wheels hit the side of your plate.
Paul Smith is the owner and CEO of Smith Sawmill Service LLC with locations in Texas and Louisiana. Reach him at paul@smithsawmillservice.com.
Print this page