Features
Opinions
Equipment
Sawmilling
The gullet: what requirements will match up to your sawing needs?
Feed speed, rpms, depth of cut, chip or sawdust expansion along with tooth bite and tooth space all determine the ideal size of the gullet.
July 6, 2022 By Paul Smith
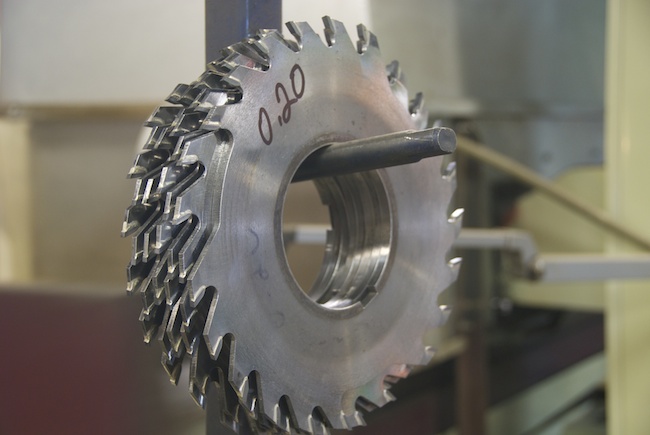 Photo: Annex Business Media
Photo: Annex Business Media The gullet, the space in front of each tooth that moves the sawdust away from the blade, is not just a random size cut-out in the saw. While the distance between the top of the tooth to the bottom (lowest point of gullet) is the gullet depth, the area of space in the gullet will determine how much sawdust or chip load the gullet can handle.
The capacity of the gullet will impact cutting efficiency. The gullet must hold enough sawdust to avoid overfilling or packing. If the gullet is too small and too much sawdust and chips fill the gullet then they will pack, causing resistance and overheating. This loads down the machine, requiring more energy and causing damage to the saw.
Gullets with too much capacity can be just as bad as gullets with not enough capacity. Gullets that are too large may cause a weak tooth. This can lead to bent teeth, tooth loss and vibration. It may even contribute to what is known in the industry as wash boarding. Therefore, we need the gullet to be properly designed and balanced to match the needs of the saw.
Feed speed, rpms, depth of cut, chip or sawdust expansion along with tooth bite and tooth space all determine the ideal size of the gullet. You will need a gullet that will hold the sawdust long enough to extract it as the tooth comes back around to the other side and exits the cut. This gullet needs to be large enough to loosely hold the sawdust cut from each tooth. Green, moist sawdust packed in a gullet to full capacity could get stuck and have a hard time getting thrown out of the gullet. This will increase friction and unwanted heat. Left unchecked, the blade will overheat and become damaged.
The gullet’s edges must be kept square to contain the sawdust until it is discharged. Smooth, rounded edges in the gullets will cause sawdust spillage: sawdust spilling down between the saw plate and the wood being cut. This also creates heat on the saw leading to saw damage and poorly cut lumber. Too much spillage will even cause the saw to be pushed over due to the lack of clearance for the saw to pass through the wood.
Grinding the gullets can be performed with a post grinder or more automated profile grinder. For circle saws, our shop finds that the best and most efficient way is to mill it with a cutting tool using a CNC milling machine using a fourth axis. After programming the profile configuration and saving the program, it proves to be an easy, less time consuming and perfect job without adding heat to change the gullet’s hardness. Gullets will also harden with the constant pounding from the sawdust. If the gullets are not kept ground or milled they can crack.
For bandsaws, grinding of the gullets is pretty much needed after every run. Most filers continue to lightly grind a round or two on their profile grinders that will take just enough off to get past that hardened steel, taking the saw back to the correct hardness. Some filers use a dremel or round file to achieve the same results. For roundsaws, we have a directive in place to grind the gullets every time the saw is retipped. It is very important to keep the gullets square. This will keep the sawdust in the gullet and not allow it to spill out the low side.
In other columns, I have stated that sharpness and design of the tooth is the most important thing about a guided circular saw. I will add that a sharp, well-designed tooth cannot function without the right gullet. Size, shape and condition of the gullet are all important, especially for bandsaws. The deeper and less radius a gullet has, the more likely the stress at the bottom of the gullet which will cause gullet cracks. Other concerns are poor grinding, leaving burrs and overheating the sawplate during grinding. All of these factors can result in deficiencies in the gullet.
At the end of the shift, the number of teeth and the size and shape of the gullet should be engineered or designed to work in unison to not overload the gullet and break teeth or create sawdust so fine that it washes out of the gullet, overheating the saw. If designed properly, the gullet should hold and carry the sawdust created by the tooth until the tooth leaves the bottom of the cut.
A saw manufacturer will help you determine the gullet requirements that will match up to your sawing needs. You will have to supply a few key components about your operation, such as: bore/spine diameter, outside diameter, plate thickness and kerf along with your operating rpms, maximum and minimum depth of cut and feed speed.
 Paul Smith is the owner and CEO of Smith Sawmill Service LLC with locations in Texas, Louisiana and North Carolina. Reach him at paul@smithsawmillservice.com.
Paul Smith is the owner and CEO of Smith Sawmill Service LLC with locations in Texas, Louisiana and North Carolina. Reach him at paul@smithsawmillservice.com.
Print this page