Features
Mills
Sawmilling
The impact of downtime in a planer mill
August 1, 2019 By Autolog
 Photo courtesy Autolog.
Photo courtesy Autolog. Global competition for forestry companies is very high today. All companies aim to improve their production times, as well as the price and quality of products. Increased production levels over the years represents a major gain for the industry. To this end, companies aim to maximize their production capacity while limiting losses. This requires tracking productivity indicators in order to improve performance.
A company can boost efficiency by controlling the availability of the machines and equipment during the time required to carry out planned production, as well as by respecting the quality standards demanded by the customer and related expenses.
In general, productivity is affected by downtime, which is a complex problem. Controlling downtime is seen as a step forward for the industry. For those responsible for production at a planing mill, performance indicators are indispensable tools for decision-making. Indeed, it is inconceivable that one could properly manage a process without measuring its performance, monitoring the various system status times and comparing its performance to the target.
1. Performance Indicator (OEE)
The overall equipment effectiveness (OEE) is an indicator intended to track the utilization rate of machines. It breaks down and highlights the production losses in different categories. OEE is equal to the ratio between the useful time (Tu) and the required time (Tr). The useful time is the time when the machine produces good quality pieces at its normal pace. The time required is the period of time during which the user runs his machine in order to produce product. This time includes planned and unplanned downtimes, such as outages, changes in production, adjustments and lack of personnel. The OEE is defined, according to the standard Afnor NFE 60-182, as “a productivity indicator that accounts for the actual use of a machine. It measures the performance of a production system by analyzing a bottleneck that limits productivity, evaluating progress and identifying losses.”
The purpose of planing mills is their profitability, which enables them to satisfy their shareholders, their reputation and market position, as well as their customers in terms of quality and price of products, innovation, flexibility and respecting the deadline. In order to achieve these goals, one needs to have the necessary skills, flexibility and productivity of productive resources.
The OEE is an indicator that measures a company’s profitability through three performance indicators: the rate of availability, performance and quality. It is essential to check whether or not these components are under statistical control in order to distinguish common causes of downtime from special causes. Indeed, the OEE makes it possible to highlight the margin of progress possible in terms of productivity and quality.
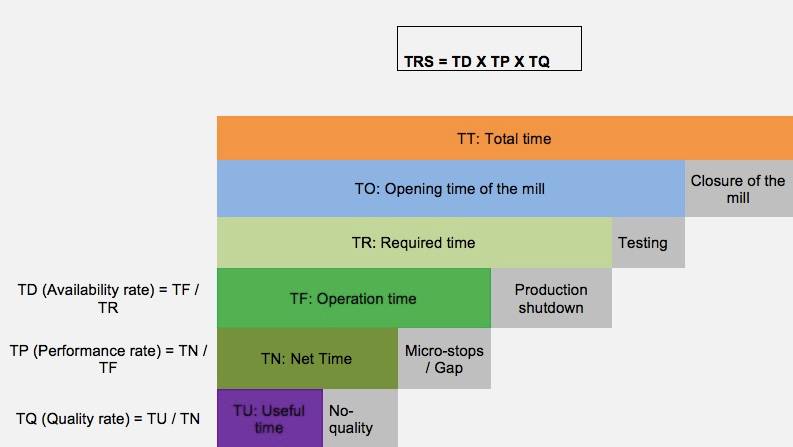
In a planing mill, there are operations that require a shutdown or at least some downtime such as maintenance, product change, etc. During all the opening hours of the mill, a production line cannot be 100 per cent operational. These stops cause significant production losses. The figure below shows the losses that affect the productivity of a production system.
According to the standard Afnor NFE 60-182, the OEE counts several reasons for production losses, including the performance of equipment, labour, raw materials, tools, supplies and energy. These losses are caused by equipment’s lack of reliability and organizational deficiencies.
2. Types of losses and production stoppages
Losses due to unreliability
Generally, reliability is associated only with equipment failures and thus problems pertaining to maintenance, whereas unreliability causes many other losses.
- Breakdowns: when a machine’s functions stop or degrade, breakdowns are caused by the wear of a mechanical part, mechanical breakage, a product getting stuck in the machine, electrical problems, etc.
- Vacuum running: caused by a lack of power to the machine due to a piece of lumber getting stuck in the power system, restarting production, etc.
- Start-up losses: an adjustment is required when starting or restarting a machine, resulting in non-compliant parts and idle time.
- Under speed: thanks to a problem of quality or reliability, the machine could be voluntarily set at a speed lower than its rated speed.
- Micro stops: these are defects of very short, but repetitive or visible stops. These micro stops often cause significant losses. They can be determined by comparing the results obtained from the OEE.
- Scheduled stops: shutdowns that allow for the proper use of equipment such as equipment modifications, cleaning, testing or launching new products and scheduled inspections and repairs.
- Settings: a machine is considered capable when it does not require adjustment. It is highly recommended to determine the parameters whereby a machine can run without stopping production. Identifying these settings demonstrates that the process is not stable or that the standard driving parameters are unknown.
Losses due to organizational deficiencies
- Operator activity: skill, training and know-how differ from one operator to another, which generates discrepancies between the real time of production and available time.
- Displacement and handling: an equipment malfunction, a defect in the raw materials and the movement of the pieces can create additional handling or displacement problems, leading to a loss of operator and/or machine time.
- Logistical defects: includes all losses created by labour, such as waiting for tools, waiting for material, supplies and packaging, non-conforming material and instructions.
Losses due to methods and processes
In most cases, these losses don’t appear in the OEE. They rarely correspond to minutes or pieces lost compared to the standard, but this comes at a cost. These losses must be evaluated against a reference from existing, more efficient methods or processes.
- Material yield: it is the material losses that are expressed by the ratio quantity of materials purchased versus quantity of finished product sold. These losses are the result of material consumptions due to processes, starts and adjustments.
- Energy yield: expressed either in relation to a theoretical value or compared with other processes or other workshops.
- Overconsumption of tools and supplies
- Breakage or premature wear of tools
- Excessive consumption of products necessary for the proper functioning of production machinery such as oil, grease, ink stamps, cleaning product, etc.
- Extra cost of tools: not complying with the equipment’s normal use conditions requires companies to use tools with higher characteristics than necessary.
3. Calculating the overall equipment effectiveness (OEE)
Mathematically, the Synthetic Yield Rate is defined by the product of the availability rate (Td), the performance rate (Tp) and the quality rate (Tq) as shown in the formula below:
OEE = Td x Tp x Tq
The three components of the TRS are defined according to the state times of a means or a production machine according to standard NFE 60-182 [1], as follows:
3.1. Quality rate (Tq)
As expressed in the formula below, the quality ratio is the ratio of the number of good pieces to the number of pieces made.
Tq = number of good pieces / number of pieces made = NPB / NPR
In industries where non-quality pieces are not rejects but a downgrading of finished products such as planing mills, the quality ratio is expressed as the ratio of useful time to net time:
Tq = useful time / net time = Tu / Tn
3.2. Performance rate (Tp)
This is the ratio of the net time to the operating time, as shown by the formula
Tp = net time / running time = Tn / Tf
3.3. Availability rate (Td)
The availability rate is defined as the ratio of the operating time to the required time
Td = operating time / required time = Tf / Tr
4. Recommendation
In order to maximize the OEE, it is essential to maximize reliability, and maintenance plays a key role when it comes to reliability goals. However, to achieve these objectives, it is essential to change the attitude that maintenance is reactive and functional. Instead, maintenance should be viewed as a proactive process that is fully integrated into a mill’s general activities.
Reliability-based maintenance makes it possible to implement a selective maintenance plan based on the equipment’s criticality and its failures. The ultimate goals are:
- Improving the availability of selected equipment for their impact on the production flow (planer, loader and sorter)
- Improving performance through a global approach of permanent progress, integrating quality controls, eliminating the factors responsible for micro-stops and the responsibility of each operator
- Controlling production costs by reducing downtime and optimizing the preventive maintenance plan
Finally, implementing this strategy helps grow overall equipment effectiveness and the maintenance culture thanks to an effective, functional approach and increased involvement by companies’ personnel.
Print this page