Features
Maintenance
Sawmilling
Why wood warps
Feb. 13, 2017 - Warp can be the result of both the inherent characteristics of wood as well as a number of introduced (process-related) variables. Through proper handling and management of the drying operations we can have an influence on the severity and amount of warp occurring from either cause. This article will highlight a number of specific ways in which those losses can be minimized to have a positive monetary impact on your operation.
February 13, 2017 By Peter Garrahan
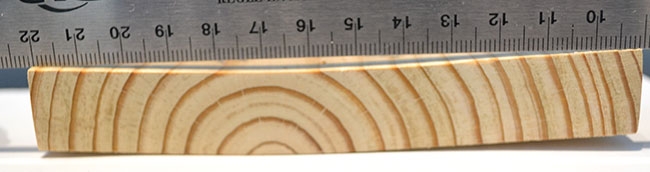 The cup seen here is the result of more shrinkage on the top face Warp can be the result of both the inherent characteristics of wood as well as a number of introduced (process-related) variables.
The cup seen here is the result of more shrinkage on the top face Warp can be the result of both the inherent characteristics of wood as well as a number of introduced (process-related) variables.The causes and preventive measures for warp are similar for all species. The end use and product value will determine how sensitive the product is to warp and what the monetary justification is for implementing control measures. This article presents specifics with regard to Canadian SPF dimension lumber but the general measures discussed apply to any species.
Wood is a hygroscopic material, which means it has a natural affinity for water and will constantly undergo changes in the amount of moisture present; in other words it’s moisture content (MC). In lumber drying we like to differentiate between the two forms in which water can exist in wood. Free water is the liquid water present within the void spaces in wood, is relatively easy to remove and has little impact on the size and shape of a piece of wood. Bound water is the water that is trapped within the cell walls and when removed results in a compaction of the molecular structure causing the wood to shrink.
Early in the drying process, we are removing mostly free water and there is very little shrinkage. Toward the end of the drying process (below 30 per cent moisture content), we are removing mostly bound water and it is at this stage that shrinkage occurs.
The reasons wood warps
Reason 1: Warp results when one face or edge of a board shrinks more than an opposing face or edge. The board above has cupped because the upper face has shrunk more than the lower face. In this case, the differential in shrinkage is the result of differences in the grain pattern on the upper versus lower surfaces. The majority of warp occurring during drying is the result of differential shrinkage but there are many reasons why differential shrinkage occurs.
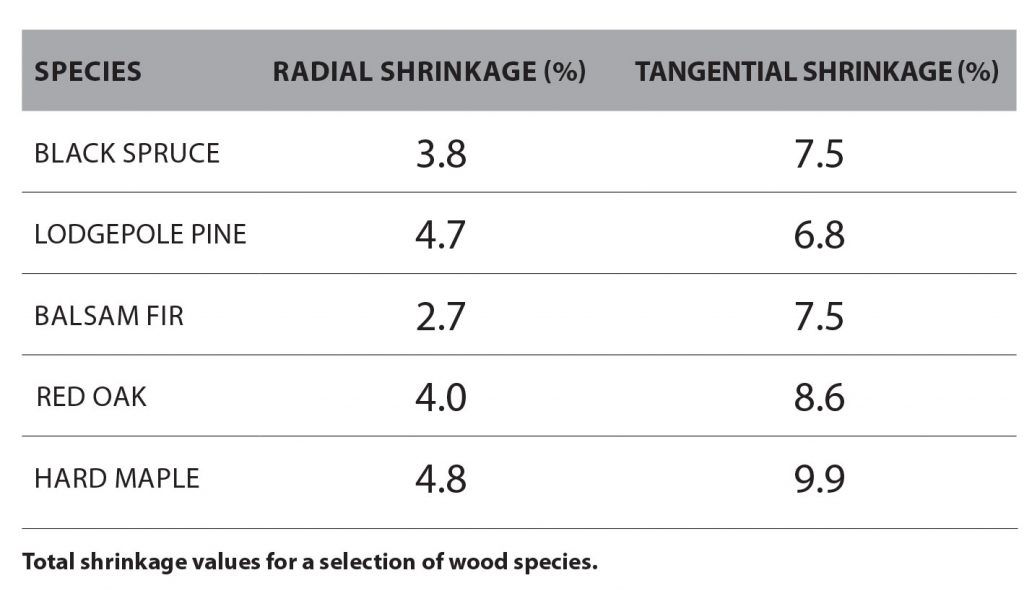
Normal shrinkage of wood:
The table to the right shows the difference between radial and tangential shrinkage for normal wood fibre in a variety of species. It shows that for all species there is roughly twice as much shrinkage in the tangential direction as there is in the radial direction. This explains the cupping in the first photo as this board has more tangential grain on the top face and more radial grain on the lower face. There is very little shrinkage in the longitudinal direction in normal wood. An eight-foot board will shrink only about 1/10th of an inch when dried to one per cent
Abnormal shrinkage of wood:
Cupping is only one form of warp. Crook, twist, and bow can develop as a result of differences in shrinkage along the length of the board. Since normal wood fibre shrinks very little along the length it is usually the presence of some abnormal wood fibre that explains the development of these warp types. This includes compression wood, large knots, juvenile wood, pith, and severe slope of grain.
In the case of compression wood, shrinkage in the longitudinal direction can be up to 10 times what it is in normal wood. Therefore, an eight-foot board with compression wood along one edge can now be expected to shrink 1/10th of an inch on the edge with normal wood fibre and as much as one inch along the edge with compression wood. In this case, the differential shrinkage between the two edges will result in a severe crook. Differential longitudinal shrinkage is the cause of crook, twist, and bow. For softwood dimension lumber it is these three forms of warp that are the most common cause for downgrading a board after drying.
Reason 2: The second general category of warp causes is process-related variables. This includes all of the following:
- Piling
- Handling
- Storage (green and dry yards)
- Kiln loading practices
- Kiln operating practices
Wood is a plastic material, which means that it can be bent if a load is placed on an unsupported point. Therefore, measures to produce good quality piles and maintaining them in that condition from the sawmill to the planer mill will pay off in less “introduced warp” developing.
We can take advantage of this plastic nature of wood to minimize warp that would result from the inherent characteristics of wood as described under Reason 1 above. Holding a board flat, with weight from upper rows or added to the top of the pile, will minimize or eliminate warp that would otherwise develop due to differential shrinkage.
Over-drying of wood results in more shrinkage and therefore more warp. A study conducted many years ago at Forintek (FPInnovations) showed roughly double the amount of losses from warp in SPF lumber at around 10-12 per cent MC versus wood at 17-19 per cent. Measures to reduce over-drying and/or improve final MC variability will therefore help reduce losses from warp.
The cup seen here is the result of more shrinkage on the top face

which has a higher proportion of tangential grain versus the lower face.
Specific measures for reducing warp
Although we will always experience some losses from warp, the above sections point out that there are things that can be done to minimize the financial impact. The following is a list of specific actions that can be taken in various areas to reduce downgrade due to warp. If you are trying to reduce your warp losses a review of this list to identify weak areas in your operation may be helpful.
Piling
- Good vertical alignment of stickers.
- Proper placement and alignment of bunks in storage areas and when loading the kiln.
- Good solid base for loads both in storage areas and in the kiln.
- Good size control at sawmill to avoid thick and thin boards.
- Good housekeeping on sticker inventory to eliminate broken stickers.
- Minimum of three stickers per eight-foot package (or equivalent on longer lengths) for two-inch dimension lumber.
- Use more stickers for warp-prone material (higher incidence of compression. wood), higher-valued products (less tolerance to warp), and thinner stock.
Handling
- Care in moving packages between operations within the mill.
- Maintaining a smooth driving surface in the yard.
- Consider implementing plastic strapping to maintain integrity of packages.
Kiln operation
- Implement tools and/or procedures to more accurately shut down the kiln at the most appropriate final MC.
- Implement pre-sorting measures (species, MC, weight, etc.) to produce kiln loads with more uniform drying characteristics.
- Improve the uniformity of drying conditions (airflow, temperature, humidity) to help achieve a more uniform final MC.
- Reduce over-drying of upper rows by using good baffles.
- Apply weight to top of kiln loads to provide extra restraint for material in the upper portion of the load.
- Avoid using aggressive drying schedules, especially those having high final dry-bulb temperatures combined with low equilibrium moisture content (EMC) conditions.
There are also things that can happen before and after drying that have an impact on warp. It is possible that curve sawing and growth stresses, present in the log, can result in boards that have some warp before we start drying. The good news here is that much of that can be recovered through the measures listed above.
Some further warp can result after drying. This is usually the result of exposure to low relative humidity conditions. In the case of dimension lumber dried to 15 to 19 per cent there is still potential for it to dry, shrink, and possibly warp if shipped to geographic regions with very low relative humidity conditions or stored in heated warehouse or retail outlets. The only solution in these cases is to either minimize exposure time at the low RH conditions or consider drying the material to a lower final MC.
Following proper drying practices in a kiln will always produce better results that uncontrolled drying.
Peter Garrahan is a wood drying consultant living in the Ottawa area and can be reached at peter@garrahan.ca or via the website www.garrahan.ca
Print this page