Features
Site Visit
Wood Panels
Building LSL in the forests of Kenora, Ontario
Oct. 24, 2017 - Nestled in between the forests of Kenora, Ont. is Weyerhaeuser’s Kenora TimberStrand, a 10.5-acre engineered wood products facility that resides on a 65-hectare site. This plant is the base of operations for the production of the company’s TimberStrand Laminated Strand Lumber (LSL) products, which include wall framing, rimboard, concrete forms, columns and headers and beams.
October 24, 2017 By Andrew Snook
 An ultrasonic blow detector and thickness gauge systems supplied by Airstar help the plant ensure the consistency of its LSL products. Nestled in between the forests of Kenora
An ultrasonic blow detector and thickness gauge systems supplied by Airstar help the plant ensure the consistency of its LSL products. Nestled in between the forests of KenoraThe products are produced in lengths up to 64 feet and thicknesses anywhere between 1” and 3.55”.
These engineered wood products are mainly shipped south of the border to supply the U.S. homebuilding market – although Weyerhaeuser also supplies the product to the Canadian and Japanese homebuilding markets.
“One of the advantages that Weyerhaeuser has is that we can engineer a solution for you,” says Dan Wallace, technical director of engineered lumber products for Kenora TimberStrand. “This provides a lot of advantages to a builder including less waste, which means less cost. There are some real advantages to using engineered wood products… like quality and consistency.”
The TimberStrand LSL products are a popular choice for homebuilders due to their ability to resist splitting and checking on the ends, as well as its resistance to bowing, twisting and shrinking. The LSL beams are able to accommodate large holes for plumbing, wiring and conduits – upwards of 4-5/8” in a 14” beam – without hindering its structural performance. The strands in the LSL products are aligned in one direction as a method to maximize the wood’s natural strengths.
The impressive plant employs 200 associates that work across four shifts that keep the facility operating 24/7.
“It’s definitely one of the biggest employers in the area,” Wallace says.
Consistent quality
One of the ways that the plant ensures the consistency of its LSL products is through the use of an ultrasonic blow detector and thickness gauge systems, supplied by Airstar, a California-based engineering company. The plant started out with a blow detector to ensure its products met the necessary bonding specifications, and later added a four-channel laser thickness gauges on the outfeed of the sander and an eight-channel laser thickness gauge on the outfeed of the press.
“They’ve turned out to be very helpful pieces of equipment for us,” Wallace says. “When you’re pressing products you don’t want to be under-pressing (too thin) or over-pressing (too thick). These instruments help our operators fine-tune the final press and sander thickness to make sure we’re producing correct dimensions and utilizing the wood… there are really process tools that help us stay on target and gives our operators quick feedback if adjustments are needed.”
One of the advantages of the Airstar system is the support offered by the supplier to help navigate any issues that come up with the equipment.
“They can dial into our system online and help us,” Wallace says. “This has been pretty helpful. Of course, like with any technology, you can only do so much as an operator before you need the guys that built the equipment to come in and take a look at it [which Airstar is willing to do].”
An ultrasonic blow detector and thickness gauge systems supplied by Airstar help the plant ensure the consistency of its LSL products.


Building LSL
The LSL produced on site is created from a combination of aspen and birch trees, with about 90 per cent of the species used being aspen. After logs come into the yard they are placed in conditioning vats for several hours to soften the fibres. They are then placed on conveyors, run through metal detectors and sent through one of the plant’s two A5B Nicholson debarkers. After being debarked, the logs are broken down via one of the plants two Pallmann stranders into very specific strand dimensions. Those strands are then conveyed to an area where they are blended with MDI resins before being fed into a steam-injected, single-opening press where they are pressed into large billets weighing upwards of 7,300 lb.
Once pressed, the billets are scanned by the Airstar eight-channel laser thickness gauge to ensure they are within specifications before being sent to a cooling system. After they are cooled the billets are sent through an Imeas Sander. The Airstar four-channel laser thickness gauge on the outfeed of the sander then checks the wood product to make sure they are still meeting thickness specifications.
The billets then pass through the Airstar ultrasonic blow detector to be scanned for bond integrity and if a defect is detected, the system will automatically reject that material.
The sanded billets are then cut to multiple widths using a Mereen-Johnson rip saw and then sent to the end of the products line where they are strapped, cut to length, wrapped and stored for future shipping.
Challenging times
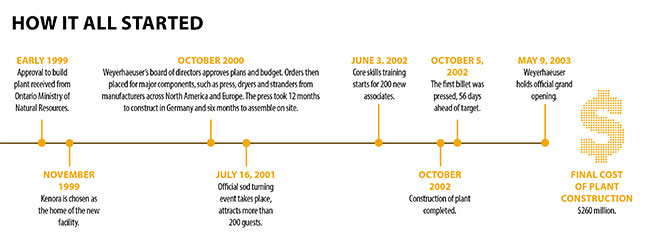
When asked about some the Kenora plant’s more challenging times since pressing its first billet in the fall of 2002, Wallace recalls the downturn in the U.S. homebuilding market.
“It was pretty touch-and-go for a while,” he says.
That said, Weyerhaeuser never permanently shut down the mill during those times and continued to run the plant (although not a full capacity) until it rode out the storm.
As far as present challenges go, Wallace focuses on continuing to optimize processes at the plant.
“The biggest challenge is that we keep running our plant as efficiently as possible,” he says, adding that the company also needs to continue to grow its market share by telling the great story of Weyerhaeuser’s engineered wood product offerings. “It’s really all about being a complete engineered solution for the customer.”
Print this page