Features
Mills
Sawmilling
Lauzon Mixes IT UP!
Any sawmiller would agree that hardwood and softwood mills are different species. The first are meticulous and value-driven, yet somewhat slow and labour-intensive for today’s markets and varied log quality. The latter are blindingly fast and automated, but at times also a little careless with grade, value, and market diversity.
November 29, 2011 By Scott Jamieson
 Michel Houle Any sawmiller would agree that hardwood and softwood mills are different species.
Michel Houle Any sawmiller would agree that hardwood and softwood mills are different species.Still, to Michel Houle, vice president of products and technology at Lauzon International Inc. (LII), there is a juncture where the two can meet. It’s in a forestry town called Thurso. There, on the banks of the historic Ottawa River just a few kilometres from Montebello, the flooring specialists at LII have built what they call a “hybrid sawmill”, a cutting-edge hardwood mill that opened in December 2007.
“It combines technology from the softwood sector with technology and attitudes from the hardwood sector,” Houle explains. “From the softwood side, we’re getting the high-speed commodity production and automation. The hardwood side brings the high-quality and value focus, but at a lower speed.”
By marrying the two seemingly contradictory concepts, LII hopes it will help solve the dual challenges facing Canadian hardwood producers – Supply and demand. On the supply side is a mixed wood and hardwood forest base that no longer supplies just big, sound hard maple and yellow birch. Quebec’s silviculture system has over the past decade or more focused on long-term stand improvement, so that the logs coming off LII’s CAAF (Quebec’s Crown land management and timber supply agreement) are of mixed quality. That’s a polite way of saying there’s a lot of pulp wood mixed in with the sawlogs.
On the demand side is a North American furniture industry collapsing under foreign competition and a US housing sector collapsing under domestic greed. It’s a market that can no longer pay enough for the premium hardwood cuts to subsidize the low end markets.
“With the forests and harvesting rules today, we have to be able to take a higher percentage of the tree and turn it into lumber,” says Houle in explaining the challenge facing Quebec’s hardwood sector. “With a traditional sawmill, it’s impossible. Without a nice big log, you won’t get the selling price you need to cover the costs. That’s why almost all the hardwood mills in Quebec are closed right now. The cost of the wood, the lower grade, the fees we pay, the higher cost of getting the wood to the mill, and the lower log quality, which means we are not able to get enough Select and 1 Common lumber grade from the logs. The average selling price is not high enough to cover the cost of the logs and the transformation costs in a traditional mill. It just doesn’t work.”
He should know, as three of the company’s four hardwood sawmills are currently shut. Other Quebec hardwood suppliers share a similar fate, or worse. And that’s where LII’s only open mill – the Thurso hybrid mill – comes in.
Idea for the Time
The goal behind the hybrid concept is to be able to use more of the tree tops to make lumber, but to do so in a way that does not add more cost than the material is worth. And that’s all about small-log sawmilling, à la softwood. It’s an idea that’s been a long time coming, as Houle explains.
“We got our first sawmill when we bought our flooring plant in Maniwaki (north of Gatineau) in 1997. It had a sawmill, so we got our first taste. Two years later, we bought another sawmill about 15 km from the first. It had a small-log line, but not an efficient one by today’s standards. We tried to run it for six months. It didn’t work, but it certainly got us all thinking about the opportunities – what if we could transform the pulp logs efficiently for flooring stock, which we can then use in house at exactly the dimensions and quality level we need?”
When the chance to buy the original Thurso sawmill from Turpin Forest Products arose in 2003, LII felt the time and place was right to put theory into practice. After some tough negotiating with the Quebec MNR allowed them to consolidate a CAAF (AAC) of 200,000 m3 of hard maple, yellow birch, and some beech in the one facility, and a fire all but destroyed the old mill, the company began rebuilding. The resulting equipment is among the best in its field. But it is more how it has been combined, the product flow, and the variety of products that are truly unique.
“I don’t think there is another sawmill with the exact concept all put together,” Houle agrees, “but each of the machine centres was proven technology before we used it. We were able to see them running somewhere else to make sure they’d work and do what we wanted. We had to make a few modifications to combine the hardwood and softwood mentality, and then we combined all those concepts into the hybrid mill.”
The key to the hybrid concept is flow – keeping the higher quality grade logs and lumber separate from the high-production flooring and pallet wood. It all starts with the log infeed. Log loaders feed two sides of the deck, starting off with a rough sort to help balance the flow between the mill’s two primary breakdown centres. After debarking, this sort is refined by a ProLogic+ log sorter, which splits the flow in two: Logs that will yield grade lumber go to one side; logs destined for flooring or pallet stock go to the other. Most of the deck has been salvaged from the old mill, except for the scanner and resulting Piche Industries log kicker and dual conveyors for the log sort.
Most hardwood sawmillers will be at home on the grade lumber sawing side, where a Piche Industries log kicker feeds a spanking new USNR slant carriage with 3D LASAR full-profile scanning and MillExpert optimization and Jacobsen Engineering drive system. Cutting for best opening face is done via a USNR double-cut bandsaw headrig offset 15 degrees to match the inclined carriage. “We’re working with gravity, not against it in positioning the log,” Houle says of the slant carriage. This is the only area of the mill where Quebec optimization specialists ProLogic+ did not supply the optimization. “We went with the complete package from USNR on the carriage.”
USNR also supplied the optimized band re-saw. Centre cuts are sent here, where an operator uses cant turners and scanners and ProLogic+ optimization to cycle them around a merry-go-round system until a pre-set cant size has been reached to make flooring products.
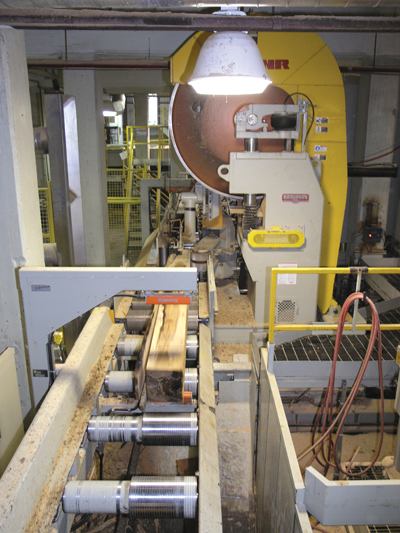
In contrast, it’s the softwood crowd that would feel more at home on the small-log or flooring line. It is a Sawquip canter quad line that has been tweaked to handle a steady hardwood diet. First off in the changes is the full-profile scanning system up front. Instead of the “on-the-fly” high-speed scanners seen on canter lines, logs are charged into a scanning zone more like a lathe or end-dogger. Once the log is positioned, ProLogic+ takes a snap scan image with LMI DynaVision L4 scanners, providing a density of a scan every foot. The log is then advanced another foot, scanning all the way, thus dramatically enhancing the scan density. The resulting optimum log rotation is then chosen, the log is rotated using underlying chains, and is then fed to the Sawquip canter with positioning and cutting based on the mill’s order files. Since the majority of material off this line will be used in house by Lauzon flooring plants, the emphasis is on sawing to meet very specific needs, not inventory.
“I’m not going to give away all our recipes,” Houle says with a smile, “but we are making special products and dimensions here at the sawmill that help eliminate steps and costs at the flooring plants. There’s no point in making products they don’t need. We just make exactly what the customers at the flooring plants need.”
The Sawquip line itself is a canter with double-arbour circular saws, and a dual outfeed, with sideboards and cants going to different machine centres. Sideboards from here join those from the USNR carriage at a Lico Industries high-speed board edger. The hardwood specialists at Lico also designed a special outfeed for the edger to facilitate the hybrid concept. Boards are read by the Prologic+ edger optimizer, and depending on thickness, optimized solutions are chosen.
“The optimizer reads the thickness, and then uses different parameters for optimization depending on whether it is flooring or lumber material. Once sawn, the outfeed will shift to send the material to the appropriate green chain.”
Cants from the Sawquip line and the USNR re-saw converge on a Cardinal bull edger. This hardwood warrior is one of two remaining centres that survived from the old mill. The other is the grading station for the lumber side of the mill.
Dual Grading
All lumber is dumped onto two distinct green chains – one for flooring material, the other for grade lumber. Here again, two concepts play out in tandem.
“For the lumber grading, we’re using a traditional hardwood approach, with speeds of 25 boards a minute. For the flooring side, we can afford to go fast – It’s either flooring or it’s pallet, that’s it. We’re not counting units like you would for NHLA rules. It’s just a quick visual scan, and on we go.”
The new flooring grading line is from Piche Industries, and is designed for high-speed sorting. The mill is looking at automated grading down the line, and is starting to like what they see on the hardwood side, but did not feel the technology was ready when the mill was being built. For now the mill is satisfied with dimension scanning to aid the graders and for tallies.
After the two grading lines, all lumber merges to a Cypress grade mark reader and then a single 97-bin Piche Industries lumber sorter and stacker. Adjustments were made to the latter to allow special stacking for flooring. The mill runs its own kilns from Cathild, and is lucky enough to be tied into the neighbouring Fraser Papers pulp mill for heat and steam. In exchange, residues are conveyed directly to the pulp mill.
Houle came over to the sawmill from the world-class Papineauville flooring plant in May to help with the ramping-up process. He admits they are just over half way to where he wants to be. Still, he can see the potential of the concept in action. When it comes to lumber recovery, he’s already convinced, thanks to the high level of optimization, and the combination of lumber, flooring and pallet products, and thus the resulting wide range of widths, thicknesses and lengths.
“It’s between 70 and 80%, depending on species, which is world’s away from where we were. Now, that’s where we need to be.”
Print this page