New Gear
Equipment
Sawmilling
Scheming Pays
I recently received a call from a medium density fibreboard plant who said the plant had been down over 12 hours. They needed me to fly over and help troubleshoot the problem. When I arrived six hours later, there were 10 people surrounding the broken machine looking frustrated and tired due to their inability to fix the problem, including the plant manager, maintenance superintendent, four maintenance mechanics, two electricians, the machine operator, and the production superintendent.
November 24, 2011 By Al Smiley Jr.
I saw several valves that had been taken off the machine and replaced. They had even replaced the pump at a cost of $10,000. The plant manager anxiously asked “What are we going to do first?” I asked if they had a hydraulic schematic of the system. The maintenance superintendent said he thought he had seen one several years ago, and after looking in several offices for 45 minutes he found it. I then told the manager that the first thing to do is read and troubleshoot from the schematic.
One of the mechanics said that they had had a generic “basic hydraulics” course several years ago, but everyone had forgotten what they had learned. He said he’d never seen anyone at the plant ever use a print for troubleshooting.
I then recommended they take a break while I spent a few minutes reviewing the print and the electrical sequence of operation. Once they returned, I pointed to a valve on the print that had to energize to allow the machine to operate properly. We went to the machine, used a small screwdriver to manually actuate the valve, and voila, the machine operated normally. The electricians then found a blown fuse that was in the solenoid valve electrical circuit.
This is typical of what occurs when there is a hydraulic problem. I consult with companies all the time, and rarely does anyone have the hydraulic schematic out for trouble-shooting. This is, without a doubt, the best and most effective tool for finding the problem. There are several reasons why schematics are rarely used.
Lack of Training
Many managers and supervisors can’t understand why hydraulic problems aren’t fixed sooner. Without the proper hydraulic training, the maintenance person does the best that he can, which is to change one part after another until the problem is fixed. This is expensive in parts and downtime.
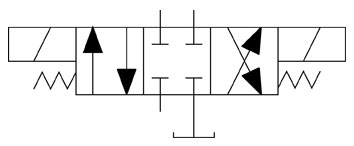
The mill mechanic and electrician can’t simply look at a hydraulic component and know everything about it. For example, in Figure 1, a hydraulic directional valve is shown. The only thing that you might be able to tell about the valve is that it has two solenoids. Actually there are five things that need to be known to effectively troubleshoot the valve. The symbol for the valve is shown in Figure 2, and tells us five things about the valve:

1. Closed Centre
2. Four Way
3. Three Position
4. Double Solenoid
5. Spring Centred
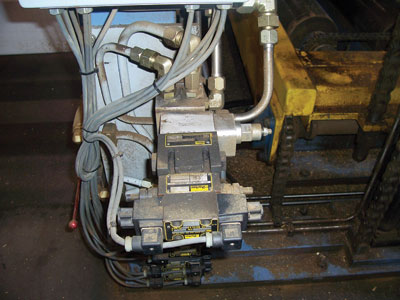
Components such as relief valves, flow controls, check valves and pressure control valves are mounted in a block. Without the schematic there is no way of knowing what the function of the valve is in the circuit. Figure 3 shows a typical valve stack arrangement.
Many times a valve is changed out just because it looks the same. When a hydraulic problem occurs, there is usually one component malfunctioning. If a part is changed that looks the same but is internally different, there are now two problems in the system!
Often companies provide so called “free training” for maintenance by a hydraulic vendor, manufacturer or tech school. These programs are seldom designed for maintenance people. Training for your maintenance department should include the following content:
1. The function of each hydraulic component.
2. How to read the component symbol.
3. How to troubleshoot the component.
4 How to adjust the pump or valve to the proper setting.
Poor or No Schematics
Hydraulic schematics won’t be used in troubleshooting if the machine manufacturer doesn’t provide them, they are of poor quality, or they are locked away in an office. When a machine is installed, make sure that a correctly drawn, easy-to-read schematic is supplied.
Many times the person that draws the hydraulic schematic is not a hydraulic person, but a draftsman. Therefore the symbols are drawn incompletely or incorrectly. If schematics are available, they should be made available to all maintenance personnel. A good idea is to either laminate the print or mount it under plastic near the machine. Schematics are more likely to be used if they are convenient than if the trouble-shooter has to look for them.
Overly ’Complicated’
Particularly on platen and continuous presses, there may be 100 or more components shown on a single diagram. Many times these prints are more of a piping diagram than a schematic. Even if the maintenance troubleshooter can read the print, he doesn’t know what condition the valves will be in during a specific part of the cycle. Either an electrical sequence of operation is not supplied, or it is too difficult to read.
The answer is to have a qualified company design and develop a training manual on your in-plant systems. It’s amazing the interest shown by students when the training is on their equipment. The manual should integrate the electrical control with the hydraulic schematic. For example, if the press is closing too slowly, then maintenance can refer to a diagram that shows the hydraulic flow in the lines, as well as the valves that are electrically energized during the cycle.
In the end, maintenance personnel should be provided with the knowledge and skills to maintain and troubleshoot the plant systems. In the past 30 years, I have seen some excellent mechanics, millwrights and electricians, but only a few that can troubleshoot from the schematic, and then make the applicable tests on the system.
Many companies will not pay to train their personnel, but have no problem spending several thousand dollars to bring a consultant in to help solve their problems. Why? Because they see an immediate problem solved when the consultant comes in. Training may not pay off until next week, next month, or next year.
One thing I hear from my students repeatedly is that they are not given time to troubleshoot. Management must realize that the best time spent troubleshooting a hydraulic problem is reading the schematic. Hydraulics, like anything, can be extremely frustrating if you don’t understand it. When trained, the maintenance employees will feel more confident about hydraulics, and will be grateful to the company for improving their knowledge and skills.
Hydraulics is a regular column written specifically for Canadian Wood Products. Al Smiley Jr. is the founder of GPM Hydraulic Consulting Inc., and has provided in-plant troubleshooting, consulting, and training services to wood products companies in the US and Canada since 1987. He is registered with the Fluid Power Society as a Fluid Power Specialist. Send questions to: Hydraulics, 90 Morgan Rd., Unit 14, Baie d’Urfé, QC, H9X 3A8 or by fax to (514) 457-2558. For information about GPM Hydraulic Consulting, call (770) 464-0777.
Print this page