Features
Equipment
Sawmilling
OptiSaw 2021 helps mills get the most out of every log, highlights new opportunities
October 6, 2021 By Ellen Cools

Given the recent severe wildfire season, decreasing annual allowable cut in certain provinces, and fluctuating lumber prices, it’s no surprise that many speakers at the 2021 OptiSaw Mill Optimization and Automation Forum focused on improving log recovery and new opportunities for growth.
Like last year, this year’s OptiSaw was virtual, as the COVID-19 pandemic continues to restrict travel and limit gathering sizes. Despite this, nearly 150 industry professionals, consultants and researchers registered for the live portion of the event, which took place on Sept. 16 from 11:00 a.m. – 2:00 p.m. EST.
Attendees heard from six industry experts on a range of solutions that can help their mills boost their productivity, with a particular emphasis on log and residual fibre recovery.
Extracting value
Mathieu Papillon, research and development specialist with Autolog, kicked off the event with a look at the impact and sources of log rotation errors, and introduced Autolog’s new R-TRAC Rotation Tracking System.

Autolog research and development specialist Mathieu Papillon presenting at OptiSaw 2021.
When rotating a log, any rotation that deviates from the optimal solution can change the value of the log, reducing mills’ profitability. Rotation errors can result in up to five per cent loss in extracted value from a log, Papillon explained.
There are multiple sources of rotation errors, including movement when scanning logs, during transport between the scanner and log turner, or when entering the log turner. Rotation error can also happen when estimating the linear movement from a 3D model to rotate the log.
There are two existing solutions to reduce rotation error, Papillon said.
The first is identifying and correcting problems found at the log turner, which is a low-cost solution with a high return on investment, he explained. But, “it has limited potential and needs to be done periodically to maintain the log turner in optimal conditions, and is very time consuming.”
The second is a conventional rotation correction system, which measures cross sections of the log just before the log turner. Data from each section is then compared to the optimizer’s 3D model to obtain the optimal rotation.
This will result in a higher recovery than a simple tune-up of the log turner, but mills need to have a compatible optimizer to be able to use this type of system.
In contrast, Autolog’s R-TRAC Rotation System can be used with any type of log turner and optimizer. The system was unveiled earlier this year and is already in use in two sawmills, with another five scheduled to install the equipment in the next few months, Papillon shared.
The system features “sensors that use advanced computer vision techniques that allow us to do real-time tracking of the log rotation,” he explained. Each sensor encompasses two cameras, two lasers and a set of LEDs.
The R-TRAC system is mounted on a supporting frame, which is installed in front of the log turner, where it can scan the log. This way, mechanical modifications aren’t required to the existing log turner or infeed chain.
It can be integrated with a log turner control system, which allows for closed loop feedback, meaning “it will turn the log perfectly each time without needing to correct the turning at the end,” Papillon explained.
The results so far show that the system consistently gets less than five degrees of standard deviation, thereby helping mills get the most out of every log.
Growth opportunity
While extracting the most out of logs is critical to ensure profitability, many mills are also starting to look beyond dimensional lumber to a new and exciting opportunity: mass timber.

Seth Norris, wood specialist at Element5, presenting at OptiSaw 2021.
In the past year, two mass timber manufacturers have opened new facilities in Canada: Kalesnikoff in B.C. and Element5 in Ontario. Element5’s new St. Thomas, Ont., mass timber facility has one of the most automated CLT production lines in the world, with equipment from Ledinek. Seth Norris, wood specialist at Element5, and Robert Mlinaric, chief sales officer at Ledinek, gave attendees an overview of the new facility and the opportunities mass timber present for the industry.
Element5 decided to open a new facility in Ontario for several reasons, including the availability of FSC-certified SPF lumber in the province and the environmental, economic and structural benefits of CLT, Norris explained. The plant has an annual capacity of 45,000 cubic metres of CLT and 5,000 cubic metres of glulam.
Element5 chose Ledinek as their main equipment supplier. They installed a CLT line featuring Ledinek’s new Z-press, a high-speed edge-glue press. Mlinaric walked attendees through the plant’s set-up, step-by-step.
Before lumber goes to the Z-press, it is first measured, and if it’s not within certain margins, it’s rejected, Mlinaric explained. The lumber then goes to a finger jointer, and then the laminations go to a curing deck, after which they need to be planed to a certain size. The planer at Element5’s St. Thomas plant can take laminations up to three metres wide, the largest in the world.
The layers then go to the Z-press, which works with PUR glue to create solid layers and remove the effect of crook, twist and bow, which are problems that happens when layers are lifted with a vacuum lifting system, Mlinaric explained. After multiple cross layers are created, they are cut and edge-glued.
Robert Mlinaric, CSO of Ledinek, presenting at OptiSaw 2021.
Despite the growing demand for CLT and glulam, Norris explained that the lumber currently available on the market isn’t appropriately tailored for their needs.
“At the simplest level, the moisture content allowed as an industry standard doesn’t meet our needs – we require a tighter tolerance,” he said. “So, in addition to buying kiln-dried wood, we also dry lumber at our facilities to bring it to nine per cent or less moisture control.”
“The round corners which U.S. or Canadian producers are putting on lumber are not helpful because we have to plane it away to get square edges,” Mlinaric added. “This is lost fibre, which provides an opportunity for improvement.”
But, Element5 believes that as demand for mass timber increases, there will be an opportunity for sawmillers to produce lumber specific for CLT or glulam.
And that demand for mass timber is growing rapidly; in 2019, the North American CLT and glulam market grew by 40-50 per cent, and by 2025, the market is expected to more than double, Norris shared.
Recovering residuals
The third presenter of the day, Brunette Machinery’s Patrick Browne, returned to the theme of recovering fibre, speaking to attendees about the company’s Optical Belt Scale technology, which can help mills keep track of their wood chip output.
Patrick Browne, technical sales representative for Brunette Machinery, presenting at OptiSaw 2021.
“With the production improvements that have happened today, we are seeing recovery like we’ve never seen it before,” Browne said.
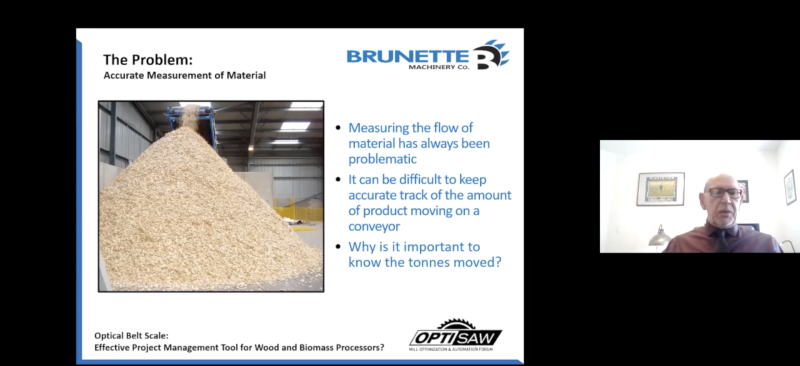
Residuals from the sawmilling process, including wood chips, saw dust, shavings and hog fuel, are re-used for fuel or sold to companies to be turned into wood pellets. “To do that, fibre needs to be transferred quickly and scanned accurately,” Browne said.
But, it’s difficult to keep track of fibre at speed, and hard to give an accurate readback. Traditionally, to weigh the amount of fibre on a conveyor, mills use belt scales. A belt scale is an electromechanical device that measures a cross-section of the load on the belt, but not at speed, Browne explained.
Brunette Machinery’s Optical Belt Scale technology, however, uses laser technology to scan the cross profile of the material on the conveyor belt at any speed, while an induction sensor measures the feed rate of the belt. The scanner is 99.8 per cent accurate, Browne said.
It also includes a data management package, which provides instantaneous feedback. The system can diagnose flow rate control, tracks processed material and analyzes production processes. Using an app on an Android phone, operators can keep track of this information.
“From an operations point of view, it sets goals and production benchmarks,” Browne said. “It knows exactly when the equipment is started and stopped each day, it increases operation profitability and can verify equipment productivity.”
Top performers
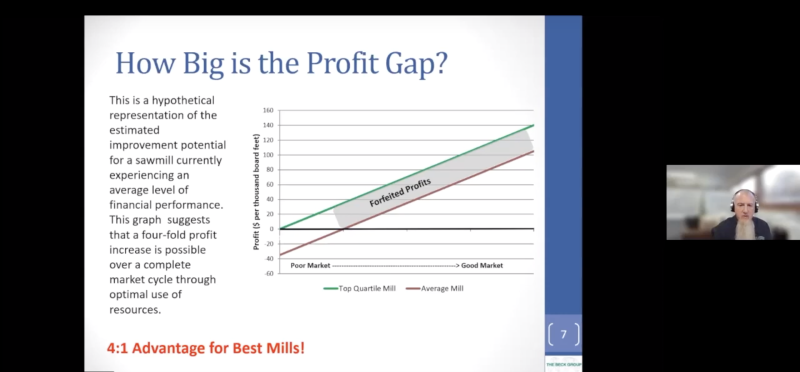
Improving productivity at the mill is not just a question of having the latest, most advanced technology. Bryan Beck, president of The Beck Group, shared some of the characteristics of top quartile performers – the top 25 per cent of sawmills based on profitability.
Bryan Beck, president of The Beck Group, presenting at OptiSaw 2021.
According to benchmarking studies conducted by The Beck Group, the advantage for a top quartile mill compared to an average mill over a full market cycle is four to one.
Beck shared data based on a study of 29 mills, whose performance varied across all areas of business – log costs, conversion costs, overhead costs, lumber recovery, productivity, sales values, by-product income and capital investment.
He then gave attendees a more in-depth look at five top performing sawmills. Based on these mills’ strategies and performance, there are a few lessons mill management can learn.
The first is that there is, “More than one path to profitability in the sawmilling industry,” he said, as each mill followed a different strategy.
Top performing mills, when developing their strategy for approaching the market, look at a few key things: timber resource, markets to serve, type of facility, level of capital available, and distinctive competency – what they do better or cheaper than others.
There are a few areas where they differentiate themselves, the most important of which is effective overall business management and leadership.
“The most effective management teams have a clear vision of their future, where they want to go; they develop a well-thought-out game plan for how to get there, and will execute well on this game plan,” Beck explained.
“Execution is where a lot of mills fall flat,” he added. “The top managers show leadership, not just dictatorship – they invite their people into the process and look for ways to build up their team, and they are actively involved in milling operations.”
Closing the loop
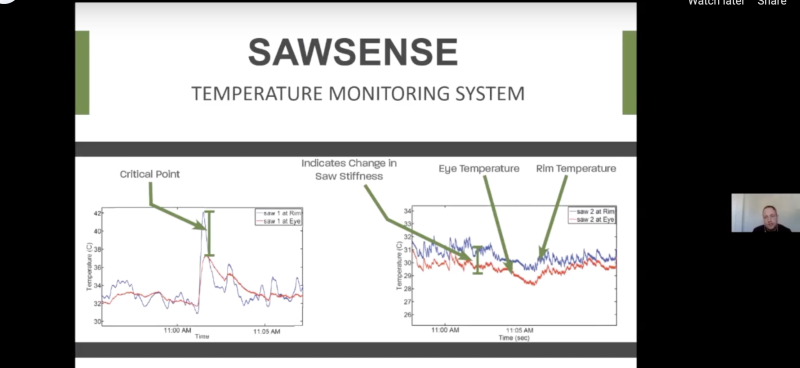
To round out the event, Williams & White CEO Justin Williams gave an update on their SawSense product, which measures saw performance and temperature fluctuations within a saw blade.
Justin Williams, CEO of Williams & White, presenting at OptiSaw 2021.
Guided circle saws can deviate if there is a variation of temperature between the rim of the saw and the eye of the saw blade, which can result in more unscheduled saw changes and worse lumber performance in the mill, Williams explained.
SawSense features sensors that are embedded directly into saw guides, which obtain the real-time temperature of the blade at the eye and the rim during the cutting process.
“By measuring that temperature variation, we’re able to directly understand the current mechanical characteristics of the saw blade during the cut,” Williams explained.
The temperature monitoring system reduces oil consumption up to 40 per cent, thereby reducing mill costs.
Williams & White has now upgraded SawSense to be able to integrate with a PLC, which enables mills to close the loop. This also allows mills to look at data from the sensors and determine changes in saw stiffness and temperature.
The saw guide lube system now also features a mechanical valving system that integrates with the PLC control system, to close the loop of the guide lube system within the mill. According to Williams, this optimizes the performance of saws, with the ability to set check points of the temperature the mill wants to be running at. A digital valving system can increase or restrict the flow of lube going to the saw guide lubrication system.
“Now we truly have eliminated the need for the guess work and human interaction within the saw guide lube control system – it goes right into your saws, which will result in higher sawing performance and better output of lumber in your mill,” Williams concluded.
Watch online
Missed the live event? All of the sessions are available on-demand. This includes both the live sessions, and an on-demand session from JoeScan president Joey Nelson, “Easy money: Upgrading outdated sawmill scanning equipment.”
All of the sessions are available for free. Click here to register and watch.
Thank you to our gold sponsors JoeScan, Lucidyne and Brunette Machinery, and our bronze sponsor, Autolog, for making this event possible.
Print this page